Quality Control

Raw materials qualification
-
Ingredients control: pesticide residues, plasticizers, heavy metals, moisture, microorganisms, appearance, COA, and more.
-
Material control: Ensure that both internal and external packaging materials meet specifications and exhibit no apparent defects.
-
Reserved sample: Strictly sample check raw materials and store for preservation.
-
Safely stored: Store different raw materials in their respective storage areas, with daily recording of temperature and humidity to maintain optimal quality.
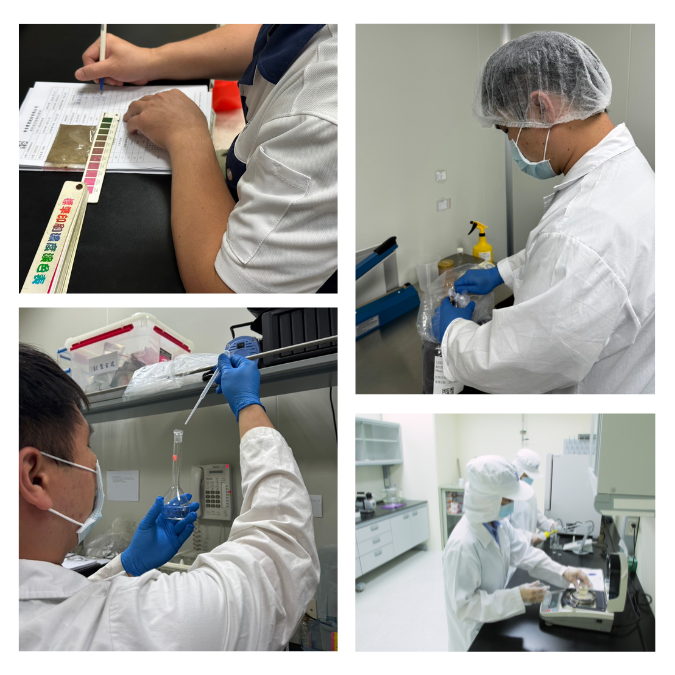
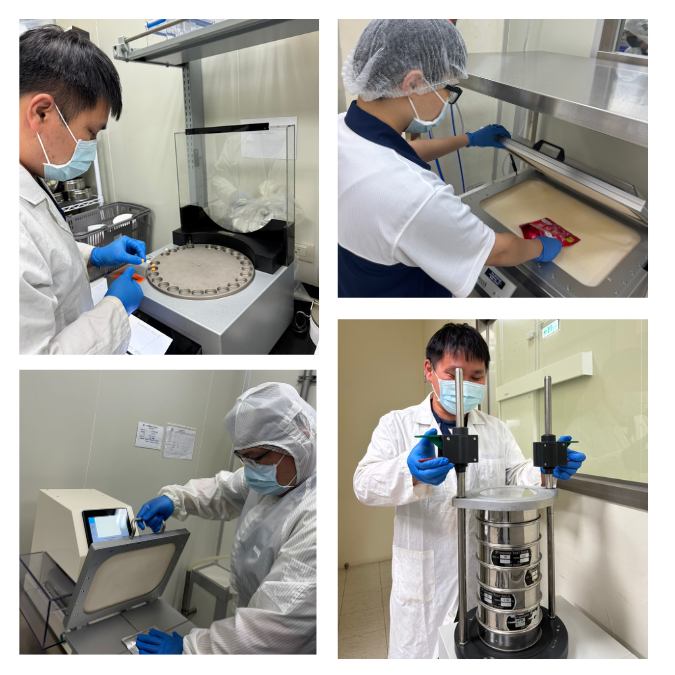
In-Process Quality Check
-
Intermediate inspections for each dosage form
-
Inspections include flavor, appearance, moisture/water activity, pH value, Brix, and particle size analysis.

In house or third-party analysis services
-
Packaging specification standards
-
Microbiological testing
-
Shelf-life examination
-
Sample retention
Sanitization and Personal Hygiene Controls
-
Regular hygiene and safety training for production personnel
-
Full-body change for production personnel with no exposed hair
-
Regular testing of personnel's hand hygiene
-
Periodic health checkups for personnel


Quality requirement implementation for machinery operations
-
Verify machine cleanliness and residue-free pipelines before production
-
Post-production cleaning followed by alcohol disinfection
-
All factory equipment uses stainless steel to prevent rust or mold
-
Regular equipment swab tests
Contamination and Cross Contamination Controls
-
Vector mosquito control facilities installed inside and at entry/exit points
-
Differentiating cleanliness levels in production areas and establishing buffer zones at entry and exit points.
-
Regularly outsourcing for disinfection procedures




